
Impact Area
- Communities
- Community engagement
- Compliance
- Environmental sustainability
- Gender balance & diversity
- Individuals & Families
- Nutrition
- Planet
- Rural development
- Water
Nestlé’s commitment to help reduce greenhouse gas emissions and to meet the challenges of depleting energy resources has seen the implementation of several initiatives to reduce energy usage. Our goal to be an energy efficient company has seen us invest in new technologies to reduce wastage and increase efficiencies.
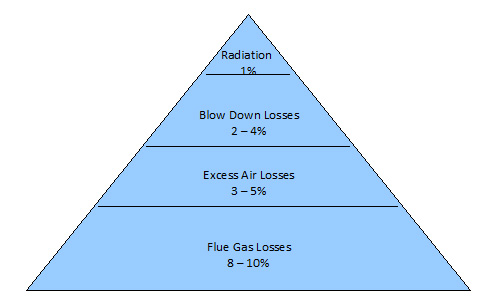
In a typical food industry, the boiler house is one of the main energy users with plain boilers having an energy efficiency of 70 – 80% depending on its usage. The following diagram provides a breakdown of the various losses that occur in a boiler:

From the diagram above, it is clear significant savings can be achieved with reduced losses from Flue Gas discharge, optimising the use of excess air and automating the blow-down operations.
Programme description
Our partnerships with external specialists in the field of energy management have led to new opportunities to eliminate waste. These include implementing new technologies to address losses in the three mentioned areas of the boiler operations.
We have installed the appropriate technologies at the Chembong Factory to recover losses in these three key areas.
Energy Recovery from Flue Gas
The exhaust air emitted from the boilers contains a significant amount of energy due to its high temperature that range between 250°C – 300°C.
To recover this potential energy, the factory installed a heat exchanger, also known in the industry as an Economiser. Feed water flows within the tubes in the Economiser, allowing heat to transfer from the hot flue gas as it passes through the unit. This results in raising the temperature of the feed water to about 50°C which is then recycled for the boiler’s heating process.
With the installation of the Economiser, the energy recovered is about 4-5% of the total heat, which is equivalent to approximately RM800,000 of savings annually.

Recovering Losses from the Excess Air in Flue Gas
In the burning process of Light Fuel Oil within the boiler, using too much excess air leads to energy loss. However, too little excess air would lead to high Carbon Monoxide (CO) and Black Smoke emissions into the environment.
To ensure compliance of emissions levels and to achieve higher energy efficiency, the factory installed a “Burner Management System”, which continuously monitors and controls the system for the burning process.
The unit tracks the pollutants (CO) and excess air, and adjusts the burner accordingly to minimise losses and ensure environmental compliance.
The final result was an increase of 3% in energy gain with a payback period of less than 10 months.
Efficient Blowdown of Boiler Water
To prevent the build-up of scale in the boiler drum, it is necessary to discharge water from the boiler from time to time. However excessive and uncontrolled manual blowdowns would result in energy wastage.
To optimise the blowdown operation and minimise energy loss, an automatic blow down system was installed which monitors the chemical contents in the boiler drum and triggers a discharge of the right amount of water when needed.
Results
Significant energy savings have been recorded as a result of the installation of new technologies in the three main areas of the boiler operations. In 2010, the Chembong factory recorded total energy savings of 8% which is equivalent to RM900,000 in cost savings.
Economisers have also been installed in our Petaling Jaya and Shah Alam factories, and we will be equipping all remaining boiler operations at the other facilities with a similar unit.